A Non-Contact Laser Wireless Measurement Unit and System for Active Dimensional Troubleshooting and Verification
John Hart
MIT Precision Engineering
Research Group
April 2001
Background
In production of components subject to strict dimensional criteria, for example sheet metal components of automotive bodies, real-time control of build quality is essential to maintaining product quality. For automotive bodies, the fuzzy notion of build quality is translated into discrete key product characteristics (KPC’s), which are assessed by measuring key points on major assemblies as they proceed through the body shop. Traditionally, these measurements are performed at vision stations at the end of each production line. Modern vision stations are elaborate fixtures of 3D non-contact laser measurement cameras, which measure the key points on each production unit, and send the signals by wire to a nearby computer for analysis and display to the area dimensional engineer.
When the vision data indicates a critical dimension has run out of specification or is drifting unacceptably within specifications, statistical process control (SPC) techniques are used to translate the end-of-line variation into station-by-station variation. By determining the station contributing to the variation using SPC (if intuition and process knowledge of the dimensional engineer is exhausted), adjustments are made to the station in question, and the dimensional discrepancy is resolved by examining the new set of vision data.
In addition to the vision data, parts are taken periodically from the line for more detailed verification. This may be in a checking fixture, a dimensionally verified fixture for qualitatively (in terms of pass/fail) assessing the fitness of datum holes, slots, and surfaces, or in an offline coordinate measuring machine (CMM), which conducts a detailed sequential measurement of key points using a high-precision robotic probe.
Concept of a Wireless Measurement Tool
This paper proposes development of a handheld, wireless measurement unit for flexible, in-station measurement of critical part features. This is thought of as a useful supplement to the aforementioned end-of-line techniques; when the dimensional engineer wants to monitor point variation at an intermediate station, the handheld unit could be easily placed at the desired point in the line, minimizing interruption to production. The unit would be standard low-power non-contact laser camera (e.g. a Perceptron camera), and would recognize its position on the tool by communication by sensing a radio-frequency identification (RFID) chip on the tool mount. Measurement data would be communicated wirelessly to a nearby computer (e.g. laptop or the central vision station computer), and could also be stored on a non-volatile memory chip on each part for proximity reference by later manufacturing operations. Quick, micron-repeatable attachment to tooling would be guaranteed by magnetically preloaded ball/groove kinematic couplings between the measurement unit and the tool-mounted interfaces.
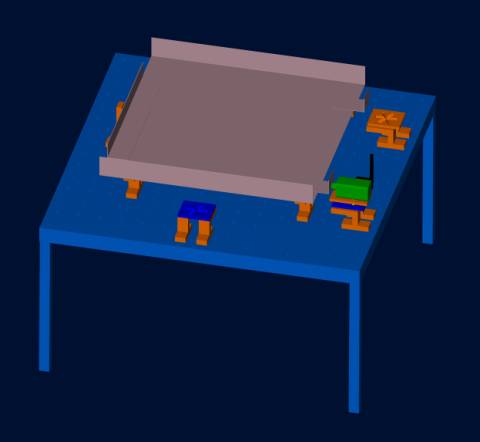
Figure 1: Model of wireless handheld unit mounted to body sub-assembly welding fixture
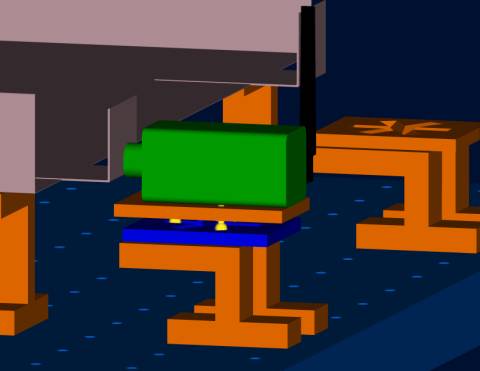
Figure 2: Measurement unit in operating position, mounted to tool with magnetic ball/groove coupling
Figure 3: Example communication schematic between measurement unit, part, tool, and offline computer.
The wireless unit could also be used to improve the intelligence of manual part measurement, such as use of checking fixtures. Groove locators could be placed at the measurement locations around a checking fixture, and the measurement unit could be used to measure parts manually and transmit data directly to an offline workstation. Traditional checking fixtures are binary, indicating acceptability or unacceptability of features such as flange tab positions; however, the wireless camera could collect numerical values to be conditioned in the traditional fashion of SPC by the offline computer
For datum point (rather than custom location) measurements, this system would only require one operator. Buttons placed on the handheld unit can control starting/stopping of an individual measurement, and status lights (e.g. Red/Yellow/Green) can inform the operator of the measurement status. This simple interface can wirelessly drive the data collection console at the offline computer.
While building a subassembly vision station to check each minor sub-assembly in the automotive body is financially prohibitive, checking fixtures are always constructed; this tool would be a low-cost method of collecting and cataloguing checking fixture data. This would be especially useful for automakers to provide for their suppliers, and with proper agreements, subassembly check data at the supplier could be transmitted directly to dimensional engineers at the major assembly plant. Another suited application would be to checking and rework of parts at stamping facilities, where binary checking fixtures are the sole method of part verification before and after rework (if needed).
System Concepts
One can also consider using electronics in vehicles or on carriers as repeaters for a peer-to-peer wireless network in the factory. While modernization of existing plants to accommodate fully connected measurement data networks between parts, tooling, automation, and computers, via wired LAN’s is sometimes considered too costly, using in-vehicle electronics as repeaters would require essentially no investment for the wired infrastructure. The only investment would be in scaling the network – adding measurement and active data handling capability to additional stations. Furthermore, the proximity and number of repeaters would conceivably eliminate concerns of signal shielding and limited wireless range due to prominent electromagnetic interferences. The standard repeating algorithm could dynamically correct a message’s path if interference interrupts a transmission.
Furthermore, once the wireless infrastructure is built in terms of the desired number of fixed monitoring terminals, the system is scalable without reasonable bounds. Associated with each part ID, measurement data can be stored individually on each part and/or in a central database. Within the network in the plant, and bridged beyond the plant through a corporate intranet, measurement data can be monitored in real-time.
The concepts of wireless communication between the groove interface and the measurement unit, between the part and the measurement unit, and between the measurement unit and the offline computer are independent. Hence, the wired architecture of the major subassembly vision station can be maintained, yet each part’s vision data can be simultaneously communicated to a self-contained memory chip. Hence, active correction for part variation at later critical manufacturing operations is also possible, without cumbersome tracking of the production sequence among non style-specific parts. A part can communicate its variation data upon entry to a production station, making a formerly passive system active, without need for direct communication between measurement systems and active tooling.
Updated 4/29/2001 10:56 PM